












 Product Description
Product Description
A level sensor is a device used to detect the height of materials in closed or open containers during industrial production processes. It is widely applied in fields such as industrial automated production and warehousing management. It can convert the level signal into electrical signals, digital signals, etc., which are convenient for processing and transmission, providing the system with information about the material height for monitoring, controlling, and managing the production process.
Product Advantages
Highly cost effective: In terms of price, it is only one - quarter of that of a radar sensor, but its accuracy is 10 times that of a radar sensor.
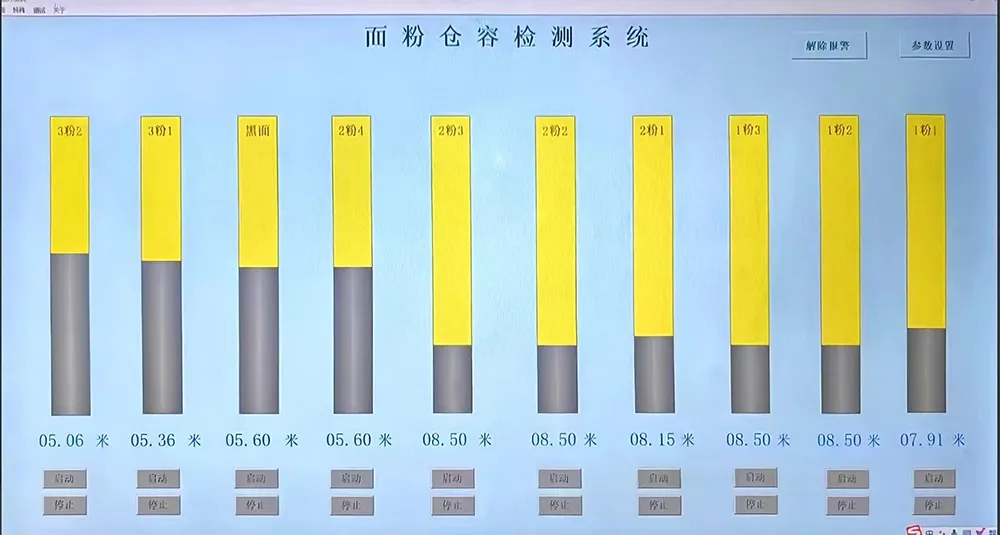
Isochronous data: It can measure the actual height inside the container in real - time. After being perfectly integrated with a PLC, business owners can clearly understand the actual capacity of the warehouse just by checking on the screen.
Wide measurement range: It has a large measurement range and can measure the level height from a few centimeters to dozens of meters.
Working in harsh conditions: It is not affected by dust.
Intelligent Reset: The machine automatically returns to its original position after a fault or when power is restored after a power outage.
Maintenance-free : It is compact in size and very simple to install.
What are the Benefits of Using Level Sensors for Manufacturers?
-
 01.
01.Improve Production Efficiency
- Automated operations, integrated control systems, automatically trigger equipment, reducing manpower.
- Reduce downtime, early - warning of problems, avoiding production interruptions.
-
02.
Ensure Product Quality
- Accurate batching, ensuring accurate proportions and stable product quality.
- Process control, grasping the material state, adjusting production parameters.
-
03.
Reduce Operating Costs
- Optimize inventory management, reasonably arrange plans, reducing capital occupation.
- Prevent material waste, avoid overflow, accurately control usage.
- Prolong equipment life, avoid abnormalities, reducing wear and tear.
-
04.
Enhance Safety Assurance
- Prevent safety accidents, monitor dust concentration, prevent explosions.
- Provide safety operation tips, provide level information, reducing risks.
-
05.
Improve Management Level
- Data - supported decision - making, analyze data, optimize process strategies.
- Remote monitoring and management, with the help of the Internet of Things, view the status at any time.
Product Application
The Application of Level Sensors in the Flour Industry
-
01.
- In the flour production industry, the management of flour storage has always been a key aspect of enterprise operation. Imagine a flour mill where a huge storage area holds a large quantity of flour, but the owner has no idea of the actual capacity of the storage. What consequences would this bring? When the inventory is insufficient, production cannot be carried out in time, resulting in delayed order delivery; when the inventory is excessive, it occupies a large amount of funds and storage space, increasing costs. But now, the emergence of a magical level sensor for storage has completely changed this situation.
-
02.
- This level sensor for storage has numerous remarkable advantages and can be regarded as a "wonder tool" for the storage management of flour mills. It is small in size and can be installed easily in the complex equipment layout of the flour mill. Without the need for large-scale renovations to the existing facilities, it can easily find a suitable installation position, greatly saving installation time and labor costs. Moreover, it has the feature of maintenance-free, and the owner does not need to worry about the cumbersome maintenance work and high costs in the future, reducing concerns during the operation process.
-
03.
- In terms of price, this level sensor is highly competitive, with a price only 1/4 of radar sensors. But don't underestimate it just because of its affordable price. Its accuracy is 10 times higher than that of radar sensors. After being perfectly combined with PLC, it operates stably during the continuous operation of the flour machine and monitors the capacity of the flour storage area in real time. The owner can clearly see the actual capacity of the flour storage area on the screen, with an accuracy of millimeters.
-
04.
- What practical problems does it help the owner solve? Firstly, it solves the problem of inventory management. Precise inventory data enables the owner to make more scientific arrangements for production plans, avoiding production delays or raw material overstocking caused by inaccurate inventory. Secondly, it improves production efficiency. Without the need for frequent manual checks of the storage area, labor costs are saved, and at the same time, because the capacity of the storage area can be known in time, the equipment can operate more efficiently, reducing unnecessary waiting time for equipment shutdown. Finally, it reduces costs. Reasonable inventory management avoids waste of funds and efficient production reduces unit production costs.
-
05.
- In the highly competitive flour market, this level sensor for storage is like a secret weapon for enterprises, helping flour mills achieve a qualitative leap in storage management and allowing enterprise owners to more calmly respond to market challenges and focus on business expansion and product quality improvement. If you are also an owner of a flour mill, still troubled by storage management, why not try this magical level sensor? Start a new chapter of efficient operation for your flour mill.

Application of Level Sensors in the Grain Storage Industry
-
01.
Inventory Monitoring
- By measuring the height of the grain pile in real time and accurately calculating the storage volume of grains, it eliminates the inefficiency and errors of traditional manual measurement. For instance, in large grain depots, it can dynamically monitor the stock levels of grains such as wheat and corn in different storage rooms, providing accurate data for inventory management and assisting in procurement, sales, and allocation decisions.
-
02.
Grain Condition Monitoring
- Some level sensors with special functions can indirectly reflect the state of the grain. For instance, by monitoring the height changes of different layers of the grain pile and combining with the data from temperature and humidity sensors, it is possible to determine whether there are abnormal situations such as grain agglomeration, pest infestation, which lead to the subsidence or bulging of the grain pile, etc. This facilitates timely measures to ensure the quality of the grain.
-
03.
Automated Warehouse Control
- Integrated with the automated warehouse system, it realizes the automatic control of grain entry and exit from the warehouse. When the grain inventory is lower than the set value, the feeding process is automatically triggered; when the inventory reaches the upper limit, the feeding is stopped. During the grain outflow, based on the feedback information from the level sensor, the outflow sequence and flow rate can be reasonably arranged to improve the efficiency of warehouse operations.
-
04.
Safety Warning
- Real-time monitoring of the height changes of the grain pile. In case of unexpected situations such as grain leakage or damage to the warehouse wall causing abnormal drops in the height of the grain pile, an alarm is promptly issued to remind the staff to handle it quickly to avoid greater losses.

Application of Level Sensors in the Animal Feed Storage Industry
-
01.
Raw Material Storage Phase
- The activated carbon filter element is made of high-quality activated carbon, which has ahuge specific surface area and rich micropore structure, making it have a high adsorption capacity andcan efficiently adsorb and remove various pollutants in water, including residual chlorine, odor,organic matter, heavy metal ions and so on. At the same time, activated carbon air conditioning filtercan also effectively remove odor, toxic and harmful gases, bacteria and other pollutants in the air.
-
02.
Production Processing Phase
- Level Control in Mixing Bins: During the mixing process, different raw materials need to be fed into the mixing bin in precise proportions. Level sensors are installed on the mixing bins and can monitor the feeding situation of each raw material in real time. When the set level height is reached, the sensors send signals to stop the feeding equipment, achieving precise mixing and ensuring the balance of feed nutritional components.
- Monitoring of Material in Mixing Machines: Mixing machines are key equipment for thoroughly mixing various raw materials. Level sensors can monitor the filling degree of the materials in the mixing machines, preventing overloading or insufficient materials, ensuring the mixing effect and production efficiency. At the same time, by monitoring the level changes of materials during the mixing process, it is possible to determine whether the working state of the mixing machine is normal and detect equipment faults in time.
- Monitoring of Material Level in Pelletizers: In the pelletizing process, level sensors are used to monitor the amount of materials entering the pelletizers. When the materials are too much or too little, the sensors send signals to adjust the feeding speed or the working parameters of the pelletizers in time, ensuring the stable operation of the pelletizers and improving the quality and production efficiency of pellet feed.
-
03.
Finished Product Storage Phase
- Inventory Management of Finished Product Storage: Finished feed products are stored in finished product storage areas awaiting shipment. Level sensors can display the reserves of feed in the finished product storage areas in real time, helping enterprises arrange inventory and logistics distribution reasonably, promptly understand the inventory dynamics of products, improve the efficiency and accuracy of inventory management, and reduce inventory overstock or shortage phenomena.
- Control of Loading for Bulk Feed Trucks: For enterprises using bulk feed trucks for transportation, level sensors can be installed on the tank bodies of the trucks. During loading, they can monitor the level of feed in the tanks in real time. When the tank reaches the safe loading height, the sensors send signals to stop loading, preventing feed from spilling and ensuring transportation safety and reasonable loading of the vehicles.












